
[RECH] Optimisation d'un tableau excel à l'aide du solveur. - Page 4
Résolu
Précédent
- 1
- 2
- 3
- 4
Re,
J'ai découvert un nouveau mot, antinomie ^^.
Oui je vais regarder ça de plus près dès demain soir ou vendredi matin (la je suis sur la fin de la rédaction du rapport) et je t'expliquerai ce que je cherche a obtenir. Mais comme tu dis plus haut, je ne rapatrierai pas ces données dans l'onglet ni dans le module d'optimisation (on est bien d'accord).
Merci pour le fichier à jour, et oui avec opensolveur ça marche niquel et c'est vrai que c'est vraiment beau et satisfaisant de voir le truc dérouler, même si j'imagine davantage lorsque l'on crée le code soit même :D
Je trouve qu'il y a antinomie entre le détail et la consolidation.*
Ceci dit, pour savoir quoi faire dans ce module 3, il faut que tu construises manuellement ce que tu souhaites obtenir en sortie à partir d'une optimisation en expliquant les formules réelles (pas supposées) utilisées.
J'ai découvert un nouveau mot, antinomie ^^.
Oui je vais regarder ça de plus près dès demain soir ou vendredi matin (la je suis sur la fin de la rédaction du rapport) et je t'expliquerai ce que je cherche a obtenir. Mais comme tu dis plus haut, je ne rapatrierai pas ces données dans l'onglet ni dans le module d'optimisation (on est bien d'accord).
Merci pour le fichier à jour, et oui avec opensolveur ça marche niquel et c'est vrai que c'est vraiment beau et satisfaisant de voir le truc dérouler, même si j'imagine davantage lorsque l'on crée le code soit même :D
Bonjour,
1) dans les onglets optimisation, j'ai ajouté 2 boutons :

a) Extraction données Atelier 1 ou 3 qui permet de récupérer les données de l'atelier concerné directement dans l'onglet optimisation.
b) Analyse 4 semaines qui fait les optimisations des 4 semaines et fournit des résultats en zone BZ15:CD16 et CCP2:CSxxx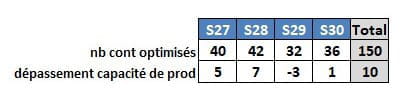
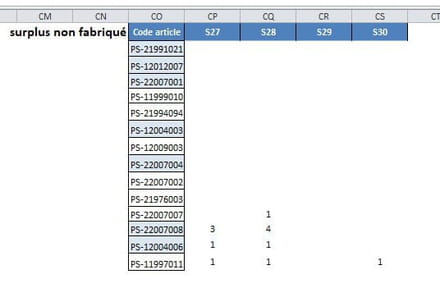
2) en CM27:CN126 j'ai ajouté des formules qui identifient les pièces qui n'ont pu être fabriquées dans une semaine.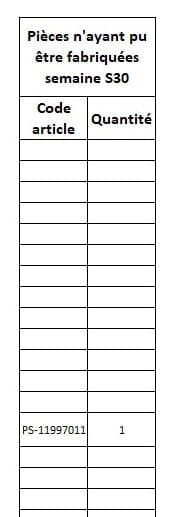
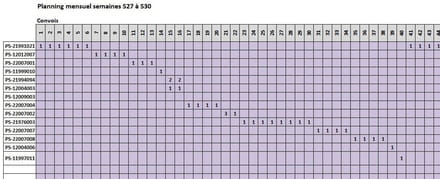
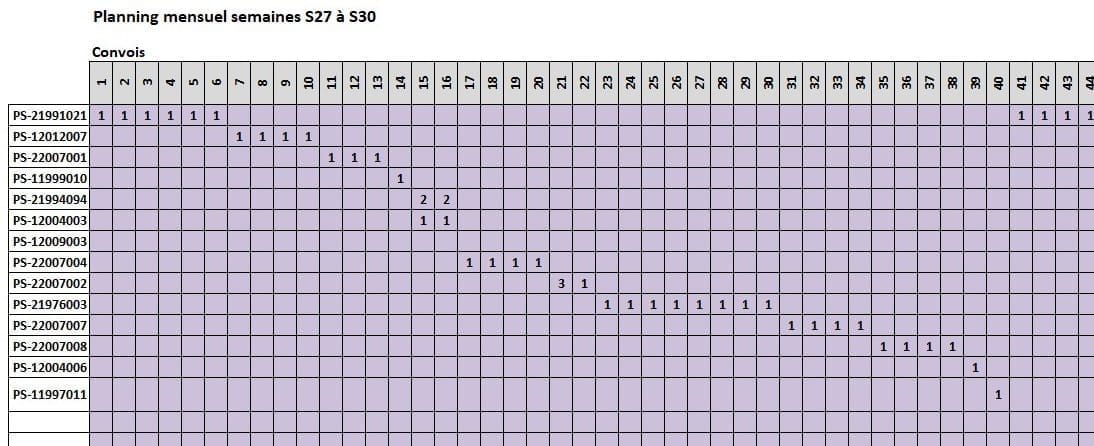
3) en CV27:KM126 j'ai créé un planning mensuel qui juxtapose ceux des 4 semaines que l'on trouve en AN27:CK126
ça pourra te donner des idées.
Cordialement
edit : le fichier https://www.cjoint.com/c/JHBfnZngo2x
1) dans les onglets optimisation, j'ai ajouté 2 boutons :

a) Extraction données Atelier 1 ou 3 qui permet de récupérer les données de l'atelier concerné directement dans l'onglet optimisation.
b) Analyse 4 semaines qui fait les optimisations des 4 semaines et fournit des résultats en zone BZ15:CD16 et CCP2:CSxxx
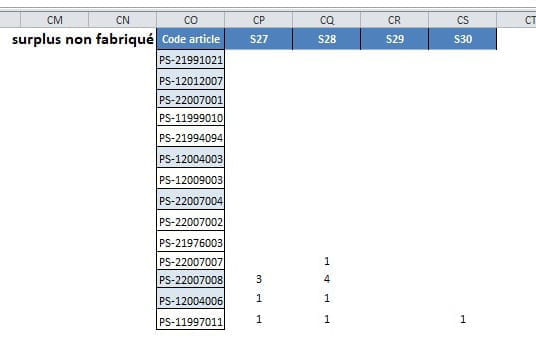
2) en CM27:CN126 j'ai ajouté des formules qui identifient les pièces qui n'ont pu être fabriquées dans une semaine.
3) en CV27:KM126 j'ai créé un planning mensuel qui juxtapose ceux des 4 semaines que l'on trouve en AN27:CK126
ça pourra te donner des idées.
Cordialement
edit : le fichier https://www.cjoint.com/c/JHBfnZngo2x
Bonjour,
ça marche merci pour tout ça. Je regarde ça et je te fais un retour sur mon attendu pour le dernier module en complétant les feuilles excel + leurs explications.
Cordialement
ça marche merci pour tout ça. Je regarde ça et je te fais un retour sur mon attendu pour le dernier module en complétant les feuilles excel + leurs explications.
Cordialement
Bonjour,
Au final j'ai réussi à avoir un peu plus de temps pour rendre le rapport et je suis en train de le finaliser.
J'en arrive à la partie ou je parle de VBA (sans détailler le code) dans les grandes lignes.
Peux-tu me confirmer, que l'on se sert de VBA pour "compiler" les différentes instances de calculs préalablement configurées avec open solveur ? Une instance de calcul par groupement de références possédant le même atelier, matière et classe de température ?
Merci
Edit :
Pour résumer :
1) On créer/défini les différents calculs pour optimiser le remplissage des conteneurs via opensolveur en ajoutant les contraintes de chantier/matière/classe de température.
2) On compile les différents calculs ensemble à l'aide de la macro que tu as développé (= module d'optimisation) ?
Au final j'ai réussi à avoir un peu plus de temps pour rendre le rapport et je suis en train de le finaliser.
J'en arrive à la partie ou je parle de VBA (sans détailler le code) dans les grandes lignes.
Peux-tu me confirmer, que l'on se sert de VBA pour "compiler" les différentes instances de calculs préalablement configurées avec open solveur ? Une instance de calcul par groupement de références possédant le même atelier, matière et classe de température ?
Merci
Edit :
Pour résumer :
1) On créer/défini les différents calculs pour optimiser le remplissage des conteneurs via opensolveur en ajoutant les contraintes de chantier/matière/classe de température.
2) On compile les différents calculs ensemble à l'aide de la macro que tu as développé (= module d'optimisation) ?
Je dirais plutôt ça :
Remarques :
1) utilise un correcteur orthographique et relis toi plusieurs fois avant de publier ton rapport.
2)
Le mot "compiler" a un sens bien précis en informatique. Dans ta phrase, ça ne veut plus dire grand chose, surtout que tu parles d'instances de calculs alors que tu as des instances de données et que ces dernières ne sont pas configurées avec OpenSolver mais modélisées dans OpenSolver par la macro vba.
3)
Attention, on regroupe par (Classe T°, Nuances) et pas par (Nuances, Classe T°)
C'est pour ça que tu as une croissance des classes de températures dans le convoyage optimisé.
A partir d'une instance de production envisagée sur 4 semaines par atelier, la macro Excel-vba minimise le nombre de conteneurs nécessaires pour réaliser cette production.
Elle pilote le solveur OpenSolver pour la partie optimisation en appliquant un modèle BPP qui respecte les contraintes de mélange de matières, de capacité des conteneurs et du nombre maxi de pièces de certains codes articles par conteneur.
La macro travaille sur la production d'une semaine qu'elle découpe en sous-instances de (classes de températures, matières) identiques.
Chacune de ces sous-instances donne lieu à la création d'un modèle spécifique dans OpenSolver. La macro crée ce modèle, le fait exécuter et récupère les résultats dans la feuille de calcul associée.
Remarques :
1) utilise un correcteur orthographique et relis toi plusieurs fois avant de publier ton rapport.
2)
"compiler" les différentes instances de calculs préalablement configurées avec open solveur
Le mot "compiler" a un sens bien précis en informatique. Dans ta phrase, ça ne veut plus dire grand chose, surtout que tu parles d'instances de calculs alors que tu as des instances de données et que ces dernières ne sont pas configurées avec OpenSolver mais modélisées dans OpenSolver par la macro vba.
3)
en ajoutant les contraintes de chantier/matière/classe de température
Attention, on regroupe par (Classe T°, Nuances) et pas par (Nuances, Classe T°)
C'est pour ça que tu as une croissance des classes de températures dans le convoyage optimisé.
Vous n’avez pas trouvé la réponse que vous recherchez ?
Posez votre question
Re,
Je te met un autre message pour ne pas te perturber avec un futur Edit que ne verrais pas.
Alors pour la module de réintégration, il faut à partir des données en sortie du module d'optimisation, créer 2 plannings hebdomadaires différents :
- 1 pour l'atelier avec les références techniques lié à la production (détaillé ci-après) situé dans l'onglet 3a-Planning atelier 1
- 1 pour l'atelier situé en amont de la production pour juste lui détailler quelles références "préparer" et pour quel jour (en lien direct avec le module d'optimisation et l'organisation de la semaine généré) situé dans l'onglet 3a-Planning S1
Le premier planning, situé dans l'onglet 3a-Planning atelier 1 doit recenser :
- Code article
- Client
- Référence (les 3 premiers obtenu via rechercheV depuis "t_bb" de l'onglet base de données)
- La quantité totale à produire (égal à 2-Optimisation Atelier 1;AM27:AM64 - il faut utiliser une fonction SIERREUR ici pour prendre en charge les cases vides non ?!)
- La quantité sur la semaine jour par jour des différentes références (égal aux données de la sortie du module d'optimisation dans (2-Optimisation Atelier 1;AN27:BO64) reportée dans la plage de cellules E9:AC90)).
- La température de coulée du conteneur qui est obtenu grâce à la température de la classe (ex : si classe 1 alors température conteneur = 730 °C) reporté en E6:AC6.
- La nuance (anciennement matière) des différentes références combinées dans ce conteneur (1 cellule car toutes les références optimisées possèdent la même nuance) reportée en E7:AC7.
- Le type de conteneur utilisé (A, D ou E en fonction du remplissage situé en AN10:CK10 --> Si rempli pour atelier 1 : <180 alors type A sinon type D et la même chose pour le planning atelier 3 en prenant <250 type D sinon Type E) reportée en E8:AC8.
Le second planning, situé dans l'onglet 3a-Planning S1 doit recenser :
- Code article
- Client
- Référence
- Quantité à produire sur la semaine puis sur le nombre de jour (=Somme 0-Pdp Amont;E2:E62 pour la semaine 1)
- Quantité à produire au jour (égal à la quantité semaine du planning atelier 1 situé en 3a-Planning atelier 1;F6:J6).
Lien du fichier cjoint : https://www.cjoint.com/c/JHCiUvnYB67
En espérant ne pas t'avoir perdu et en te remerciant par avance pour tes conseils sur les formules,
Cordialement
Je te met un autre message pour ne pas te perturber avec un futur Edit que ne verrais pas.
Alors pour la module de réintégration, il faut à partir des données en sortie du module d'optimisation, créer 2 plannings hebdomadaires différents :
- 1 pour l'atelier avec les références techniques lié à la production (détaillé ci-après) situé dans l'onglet 3a-Planning atelier 1
- 1 pour l'atelier situé en amont de la production pour juste lui détailler quelles références "préparer" et pour quel jour (en lien direct avec le module d'optimisation et l'organisation de la semaine généré) situé dans l'onglet 3a-Planning S1
Le premier planning, situé dans l'onglet 3a-Planning atelier 1 doit recenser :
- Code article
- Client
- Référence (les 3 premiers obtenu via rechercheV depuis "t_bb" de l'onglet base de données)
- La quantité totale à produire (égal à 2-Optimisation Atelier 1;AM27:AM64 - il faut utiliser une fonction SIERREUR ici pour prendre en charge les cases vides non ?!)
- La quantité sur la semaine jour par jour des différentes références (égal aux données de la sortie du module d'optimisation dans (2-Optimisation Atelier 1;AN27:BO64) reportée dans la plage de cellules E9:AC90)).
- La température de coulée du conteneur qui est obtenu grâce à la température de la classe (ex : si classe 1 alors température conteneur = 730 °C) reporté en E6:AC6.
- La nuance (anciennement matière) des différentes références combinées dans ce conteneur (1 cellule car toutes les références optimisées possèdent la même nuance) reportée en E7:AC7.
- Le type de conteneur utilisé (A, D ou E en fonction du remplissage situé en AN10:CK10 --> Si rempli pour atelier 1 : <180 alors type A sinon type D et la même chose pour le planning atelier 3 en prenant <250 type D sinon Type E) reportée en E8:AC8.
Le second planning, situé dans l'onglet 3a-Planning S1 doit recenser :
- Code article
- Client
- Référence
- Quantité à produire sur la semaine puis sur le nombre de jour (=Somme 0-Pdp Amont;E2:E62 pour la semaine 1)
- Quantité à produire au jour (égal à la quantité semaine du planning atelier 1 situé en 3a-Planning atelier 1;F6:J6).
Lien du fichier cjoint : https://www.cjoint.com/c/JHCiUvnYB67
En espérant ne pas t'avoir perdu et en te remerciant par avance pour tes conseils sur les formules,
Cordialement
Je passe à la V4 car j'ai rendu la macro indépendante des emplacements des données.
Dans l'onglet 3a-Planning atelier 1, je t'ai mis les formules qui me semblent correctes en utilisant les noms des différentes zones. C'est pour ça que j'utilise beaucoup de DECALER().
J'ai ajouté une zone de transcodage Classe T°=> température en 'Z1-Base de données'!O26:P32. J'ai nommé la colonne de droite Température.
Je ne vois pas trop l'intérêt en colonne D de 3a-Planning atelier 1 de sommer les nombres de pièces par conteneur sur la semaine, mais je ne suis pas du métier.
Il faudra que tu décides ce que tu veux faire des surplus non produits sur une semaine.
De même, il serait peut-être intéressant de remplir une semaine non pleine (à moins de 25 conteneurs) avec des conteneurs de la semaine suivante au cas ou cette dernière serait avec surplus non fabriqués
.
https://www.cjoint.com/c/JHCkKpenZlx
Dans l'onglet 3a-Planning atelier 1, je t'ai mis les formules qui me semblent correctes en utilisant les noms des différentes zones. C'est pour ça que j'utilise beaucoup de DECALER().
J'ai ajouté une zone de transcodage Classe T°=> température en 'Z1-Base de données'!O26:P32. J'ai nommé la colonne de droite Température.
Je ne vois pas trop l'intérêt en colonne D de 3a-Planning atelier 1 de sommer les nombres de pièces par conteneur sur la semaine, mais je ne suis pas du métier.
Il faudra que tu décides ce que tu veux faire des surplus non produits sur une semaine.
De même, il serait peut-être intéressant de remplir une semaine non pleine (à moins de 25 conteneurs) avec des conteneurs de la semaine suivante au cas ou cette dernière serait avec surplus non fabriqués
.
https://www.cjoint.com/c/JHCkKpenZlx
Re,
Merci pour toutes ces formules SI-DECALER (il faudra que je potasse tout ça dans le week-end même si je pense comprendre ce que cela renvoi) sur le premier planning atelier 1.
Oui je suis tout à fait d'accord dans l'idée. Après le nombre de 5 conteneurs par semaine est pour le moment fixe. Néanmoins, enfin de ce que j'ai compris hier, cela pourra peut être évoluer dans le futur, mais pour le moment pas d'informations la dessus.
Mais pour le principe je suis d'accord et c'est vrai que cela serai plus rentable de faire ça. Après, cette optimisation sur le remplissage d'une semaine à l'autre fonctionnera, si et seulement si, le planning initial la prend en compte non ?
Est-ce que tu pourrais faire la même chose qu'a l'atelier 1 avec l'atelier 3 ? Car quand je modifie tes formules pour qu'elles pointent sur l'atelier 3 cela me sort une erreur de type #valeur. ^^'.
Pour les onglet 3b-Planning atelier 3 et 3b-Planning références atelier3, j'ai bien mis à jour les différentes références lié à l'atelier en A10:A27 et A6:A23.
Pour les fonction SI DECALER, dans l'idée ça prend en compte le nouveau planning si les références produites initialement changent n'est-ce pas ?
Merci par avance,
Cordialement
PS : le fait d'afficher le nombre à produire pour la semaine donne une indication à la personne qui lit le planning sur la charge de travail, surtout en ce moment ou il faut rassurer les personnes avec cette crise économique.
https://www.cjoint.com/c/JHCmssjJwQ7
Merci pour toutes ces formules SI-DECALER (il faudra que je potasse tout ça dans le week-end même si je pense comprendre ce que cela renvoi) sur le premier planning atelier 1.
De même, il serait peut-être intéressant de remplir une semaine non pleine (à moins de 25 conteneurs) avec des conteneurs de la semaine suivante au cas ou cette dernière serait avec surplus non fabriqués
Oui je suis tout à fait d'accord dans l'idée. Après le nombre de 5 conteneurs par semaine est pour le moment fixe. Néanmoins, enfin de ce que j'ai compris hier, cela pourra peut être évoluer dans le futur, mais pour le moment pas d'informations la dessus.
Mais pour le principe je suis d'accord et c'est vrai que cela serai plus rentable de faire ça. Après, cette optimisation sur le remplissage d'une semaine à l'autre fonctionnera, si et seulement si, le planning initial la prend en compte non ?
Est-ce que tu pourrais faire la même chose qu'a l'atelier 1 avec l'atelier 3 ? Car quand je modifie tes formules pour qu'elles pointent sur l'atelier 3 cela me sort une erreur de type #valeur. ^^'.
Pour les onglet 3b-Planning atelier 3 et 3b-Planning références atelier3, j'ai bien mis à jour les différentes références lié à l'atelier en A10:A27 et A6:A23.
Pour les fonction SI DECALER, dans l'idée ça prend en compte le nouveau planning si les références produites initialement changent n'est-ce pas ?
Merci par avance,
Cordialement
PS : le fait d'afficher le nombre à produire pour la semaine donne une indication à la personne qui lit le planning sur la charge de travail, surtout en ce moment ou il faut rassurer les personnes avec cette crise économique.
https://www.cjoint.com/c/JHCmssjJwQ7
ça marche je t'envoi ça.
Lorsque je veux changer la valeur de la recherche (prendre depuis l'onglet optimisation atelier 3 au lieu de 1 dans le début de ta formule) cela redirige vers un fichier de mon ordinateur :
Formule que tu as faite et qui marche :
=DECALER('2-Optimisation Atelier 1'!CSG_VarInt;LIGNES($1:1)-1;COLONNES($A:A)-1)
Formule modifié, qui marche encore mais ne renvoi surement pas la bonne valeur :
=DECALER('JHCkKpenZlx_ccm-SC-28082020-v4.xlsm'!CSG_VarInt;LIGNES($1:1)-1;COLONNES($A:A)-1)
J'obtiens ça quand je change
=DECALER('2-Optimisation Atelier 1'!CSG_VarInt;LIGNES($1:1)-1;COLONNES($A:A)-1) en =DECALER('2-Optimisation Atelier 3'!CSG_VarInt;LIGNES($1:1)-1;COLONNES($A:A)-1)
Normalement si l'on change l'onglet, on doit pouvoir reprendre la même formule car les deux onglets se base sur la même plage de cellule contenant les données non ?
Je n'ai pas plus de problème de #valeur, mais j'ai la cellule qui met un petit triangle vert en haut à gauche et me dit "formule de calcul incohérente" tandis que le résultat de l'optimisation 3 à l'air de s'être bien mise en place...
Je parle des formules situées en 3b-Planning Atelier 3; E10:AC27.
Pour l'onglet 3a Planning référence atelier1, je ne vois pas quel formule utiliser pour afficher le nombre des références à produire sur les différents jours de la semaine comme présent dans Optimisation atelier 1;AN27:BL64.
Je cherche à renvoyer la valeur obtenue type avec une rechercheV ou une fonction Index, mais tout en prenant en compte la lecture du code article. Ou alors je dois nommer la plage de cellules résultat de l'onglet optimiation atelier1;AN27:BL64 puis faire une rechercheV via code article et contenu ?
La formule que je cherche a faire est situé en E6:I49 de l'onglet 3a- Planning références atelier1. Il faudra faire la même chose, mais avec les valeurs obtenues via l'optimisation atelier 3, avec l'onglet 3b- Planning références atelier3 en E6:I23.
Lien du fichier : https://www.cjoint.com/c/JHCofKoxrx7
Merci par avance,
Cordialement
Lorsque je veux changer la valeur de la recherche (prendre depuis l'onglet optimisation atelier 3 au lieu de 1 dans le début de ta formule) cela redirige vers un fichier de mon ordinateur :
Formule que tu as faite et qui marche :
=DECALER('2-Optimisation Atelier 1'!CSG_VarInt;LIGNES($1:1)-1;COLONNES($A:A)-1)
Formule modifié, qui marche encore mais ne renvoi surement pas la bonne valeur :
=DECALER('JHCkKpenZlx_ccm-SC-28082020-v4.xlsm'!CSG_VarInt;LIGNES($1:1)-1;COLONNES($A:A)-1)
J'obtiens ça quand je change
=DECALER('2-Optimisation Atelier 1'!CSG_VarInt;LIGNES($1:1)-1;COLONNES($A:A)-1) en =DECALER('2-Optimisation Atelier 3'!CSG_VarInt;LIGNES($1:1)-1;COLONNES($A:A)-1)
Normalement si l'on change l'onglet, on doit pouvoir reprendre la même formule car les deux onglets se base sur la même plage de cellule contenant les données non ?
Je n'ai pas plus de problème de #valeur, mais j'ai la cellule qui met un petit triangle vert en haut à gauche et me dit "formule de calcul incohérente" tandis que le résultat de l'optimisation 3 à l'air de s'être bien mise en place...
Je parle des formules situées en 3b-Planning Atelier 3; E10:AC27.
Pour l'onglet 3a Planning référence atelier1, je ne vois pas quel formule utiliser pour afficher le nombre des références à produire sur les différents jours de la semaine comme présent dans Optimisation atelier 1;AN27:BL64.
Je cherche à renvoyer la valeur obtenue type avec une rechercheV ou une fonction Index, mais tout en prenant en compte la lecture du code article. Ou alors je dois nommer la plage de cellules résultat de l'onglet optimiation atelier1;AN27:BL64 puis faire une rechercheV via code article et contenu ?
La formule que je cherche a faire est situé en E6:I49 de l'onglet 3a- Planning références atelier1. Il faudra faire la même chose, mais avec les valeurs obtenues via l'optimisation atelier 3, avec l'onglet 3b- Planning références atelier3 en E6:I23.
Lien du fichier : https://www.cjoint.com/c/JHCofKoxrx7
Merci par avance,
Cordialement
Là, tu n'as pas de bol.
Ton problème vient du fait que certains noms du classeur avaient une étendue classeur au lieu d'une étendue 2-Optimisation Atelier 1 ou 2-Optimisation Atelier 3.
Ainsi la modification de 1'! en 3'! dans les formules de l'onglet 3b-Planning atelier 3 faisaient disparaître la référence à la feuille (devenue inutile puisque le nom de variable préfixé par 2-Optimisation Atelier 3 était de portée classeur) remplacée par le nom du classeur.
Tout cela est dû au fait qu'historiquement c'est la feuille 2-Optimisation Atelier 3 qui a été créée avec des noms de portée classeur.
J'ai corrigé toutes les portées des noms sur ton dernier fichier ccm-SC-28082020-v4-2.xlsm (qui devient donc la référence à partir de maintenant) et maintenant tu peux faire ton rechercher/remplacer de 1'! en 3'!.
Je te conseille de faire :
1) copier '3a-Planning atelier 1'!E6:AO90, coller en '3b-Planning atelier 3'!E6
2) Remplacer 1'! par 3'! sur toute la feuille 3b-Planning atelier 3
Là tu vois une flopée de triangles verts sur les cellules collées avec "formule incohérente...".
On va s'en débarrasser.
3) Tu sélectionnes '3b-Planning atelier 3'!E6:AO90 tu cliques sur l'icône d'erreur à côté de E6 et tu choisis ignorer l'erreur.
4) tu corriges la formule en D3 car elle ne pointe pas sur le bon fichier.
.... et ça devrait bien aller.
Ton problème vient du fait que certains noms du classeur avaient une étendue classeur au lieu d'une étendue 2-Optimisation Atelier 1 ou 2-Optimisation Atelier 3.
Ainsi la modification de 1'! en 3'! dans les formules de l'onglet 3b-Planning atelier 3 faisaient disparaître la référence à la feuille (devenue inutile puisque le nom de variable préfixé par 2-Optimisation Atelier 3 était de portée classeur) remplacée par le nom du classeur.
Tout cela est dû au fait qu'historiquement c'est la feuille 2-Optimisation Atelier 3 qui a été créée avec des noms de portée classeur.
J'ai corrigé toutes les portées des noms sur ton dernier fichier ccm-SC-28082020-v4-2.xlsm (qui devient donc la référence à partir de maintenant) et maintenant tu peux faire ton rechercher/remplacer de 1'! en 3'!.
Je te conseille de faire :
1) copier '3a-Planning atelier 1'!E6:AO90, coller en '3b-Planning atelier 3'!E6
2) Remplacer 1'! par 3'! sur toute la feuille 3b-Planning atelier 3
Là tu vois une flopée de triangles verts sur les cellules collées avec "formule incohérente...".
On va s'en débarrasser.
3) Tu sélectionnes '3b-Planning atelier 3'!E6:AO90 tu cliques sur l'icône d'erreur à côté de E6 et tu choisis ignorer l'erreur.
4) tu corriges la formule en D3 car elle ne pointe pas sur le bon fichier.
.... et ça devrait bien aller.
D'accord merci, peux-tu me renvoyer le fichier avec les corrections apportés que j'essaie de mettre en place la démarche indiquée ?
Merci
Merci
oui, j'ai oublié !!
Mais avant, un petit complément à ma réponse précédente qui n'était pas complète et qui se veut pédagogique vers la fin pour que tu deviennes plus autonome :
il aurait été plus judicieux de mettre cette phrase au début du texte concerné par cette précision.
Ensuite, les formules doivent couvrir une zone plus large que simplement celle de 25 conteneurs sur le nombre de code article de l'instance en cours. Je parle de plutôt prendre E10:AO90.
Il faut attendre 4 lignes pour savoir qu'il s'agit de la zone E6:I49. C'est fatigant. Je te l'ai pourtant demandé à maintes reprises, précise la référence complète (onglet et zone de cellule) quand tu parles de quelque chose dans un classeur.
Ensuite, ce n'est pas le nombre mais la somme des quantités de pièces par code article sur une journée (soit 5 conteneurs).
Enfin, Optimisation atelier 1;AN27:BL64 (là c'est ok pour la référence complète de la zone!) ne contient pas la consolidation journalière mais les quantités de pièces par code article par conteneur.
Donc il te suffit de mettre une formule de somme sur 5 conteneurs pour avoir ce que tu cherches.
----------------------------------------------------------------------------------------------------------------------------------------------------
Mais avant tout ça, une remarque importante : la liste des codes articles de la feuille 3a-Planning références atelier1 contient 44 items alors que celle de 2-Optimisation Atelier 1 n'en contient que 38 !!!!
D'où sortent ces 44 valeurs?
Si ce sont les valeurs d'une liste stable de tous les codes articles de ton entreprise, pas de souci. Il y aura simplement plus de lignes vides dans le tableau.
----------------------------------------------------------------------------------------------------------------------------------------------------
Retour à la formule à base de recherchev et autres décaler :
Perso, je vais me servir de SOMMEPROD().
Si tu écris directement la formule du lundi pour le premier code article tu obtiens :
Si tu recopies vers le bas sur 44 lignes, tu vois apparaître les quantités des codes articles fabriqués le lundi (54 pièces dans les 5 premiers conteneurs).
Mais il est préférable de se servir des zones nommées ('Optimisation atelier 1'!CSG_VarInt pour 'Optimisation atelier 1'!AN27) et 'Optimisation atelier 1'!$A$2 pour 'Optimisation atelier 1'!first_code_article et d'utiliser les bons décalages et redimensionnement.
DECALER() a 5 paramètres : La cellule de base, puis les décalages lignes et colonnes et enfin les dimensions lignes et colonnes de la zone à prendre.
Donc si on se fait un DECALER(AN27;0;0;38;5) on va prendre 38 lignes sur 5 colonnes à partir de AN27.
Parfait, ça correspond au lundi.
Pour le mardi on fera DECALER(AN27;0;5;38;5) c'est à dire un décalage de 5 colonnes avant de prendre la zone 38 par 5.
etc ...
Mais 38 est contenu dans '2-Optimisation Atelier 1'!nb_lignes et AN27 c'est '2-Optimisation Atelier 1'!CSG_VarInt.
La formule devient alors :
Ce qui gêne un petit peu encore, c'est le zéro du décalage colonnes qui doit passer à 5 puis 10 et 15..
Pour ce faire, tu remplaces le zéro par (colonnes($A:A)-1)*5 ( zéro pour lundi) qui deviendra (colonnes($A:B)-1)*5 (5 pour mardi) puis (colonnes($A:C)-1)*5 (10 pour mercredi) etc...
Au final, la formule générale sera :
A recopier vers le bas sur autant de lignes que nécessaire et sur 5 colonnes.
Le fichier : https://www.cjoint.com/c/JHCsOKf4iux
Mais avant, un petit complément à ma réponse précédente qui n'était pas complète et qui se veut pédagogique vers la fin pour que tu deviennes plus autonome :
Je parle des formules situées en 3b-Planning Atelier 3; E10:AC27.
il aurait été plus judicieux de mettre cette phrase au début du texte concerné par cette précision.
Ensuite, les formules doivent couvrir une zone plus large que simplement celle de 25 conteneurs sur le nombre de code article de l'instance en cours. Je parle de plutôt prendre E10:AO90.
Pour l'onglet 3a Planning référence atelier1, je ne vois pas quel formule utiliser pour afficher le nombre des références à produire sur les différents jours de la semaine comme présent dans Optimisation atelier 1;AN27:BL64.
Il faut attendre 4 lignes pour savoir qu'il s'agit de la zone E6:I49. C'est fatigant. Je te l'ai pourtant demandé à maintes reprises, précise la référence complète (onglet et zone de cellule) quand tu parles de quelque chose dans un classeur.
Ensuite, ce n'est pas le nombre mais la somme des quantités de pièces par code article sur une journée (soit 5 conteneurs).
Enfin, Optimisation atelier 1;AN27:BL64 (là c'est ok pour la référence complète de la zone!) ne contient pas la consolidation journalière mais les quantités de pièces par code article par conteneur.
Donc il te suffit de mettre une formule de somme sur 5 conteneurs pour avoir ce que tu cherches.
----------------------------------------------------------------------------------------------------------------------------------------------------
Mais avant tout ça, une remarque importante : la liste des codes articles de la feuille 3a-Planning références atelier1 contient 44 items alors que celle de 2-Optimisation Atelier 1 n'en contient que 38 !!!!
D'où sortent ces 44 valeurs?
Si ce sont les valeurs d'une liste stable de tous les codes articles de ton entreprise, pas de souci. Il y aura simplement plus de lignes vides dans le tableau.
----------------------------------------------------------------------------------------------------------------------------------------------------
Retour à la formule à base de recherchev et autres décaler :
Perso, je vais me servir de SOMMEPROD().
Si tu écris directement la formule du lundi pour le premier code article tu obtiens :
=SOMMEPROD((IMF1_Prod[@[Code Article]:[Code Article]]='2-Optimisation Atelier 1'!$A$2:$A$39)*'2-Optimisation Atelier 1'!$AN$27:$AR$64)et le résultat zéro vu que ce code article n'est pas fabriqué le lundi de la semaine concernée (il sera fabriqué le mercredi)..
Si tu recopies vers le bas sur 44 lignes, tu vois apparaître les quantités des codes articles fabriqués le lundi (54 pièces dans les 5 premiers conteneurs).
Mais il est préférable de se servir des zones nommées ('Optimisation atelier 1'!CSG_VarInt pour 'Optimisation atelier 1'!AN27) et 'Optimisation atelier 1'!$A$2 pour 'Optimisation atelier 1'!first_code_article et d'utiliser les bons décalages et redimensionnement.
DECALER() a 5 paramètres : La cellule de base, puis les décalages lignes et colonnes et enfin les dimensions lignes et colonnes de la zone à prendre.
Donc si on se fait un DECALER(AN27;0;0;38;5) on va prendre 38 lignes sur 5 colonnes à partir de AN27.
Parfait, ça correspond au lundi.
Pour le mardi on fera DECALER(AN27;0;5;38;5) c'est à dire un décalage de 5 colonnes avant de prendre la zone 38 par 5.
etc ...
Mais 38 est contenu dans '2-Optimisation Atelier 1'!nb_lignes et AN27 c'est '2-Optimisation Atelier 1'!CSG_VarInt.
La formule devient alors :
=SOMMEPROD((I
MF1_Prod[@[Code Article]:[Code Article]]=DECALER('2-Optimisation Atelier 1'!first_code_article;0;0;'2-Optimisation Atelier 1'!nb_lignes;1))*DECALER('2-Optimisation Atelier 1'!CSG_VarInt;0;0;'2-Optimisation Atelier 1'!nb_lignes;5))
Ce qui gêne un petit peu encore, c'est le zéro du décalage colonnes qui doit passer à 5 puis 10 et 15..
Pour ce faire, tu remplaces le zéro par (colonnes($A:A)-1)*5 ( zéro pour lundi) qui deviendra (colonnes($A:B)-1)*5 (5 pour mardi) puis (colonnes($A:C)-1)*5 (10 pour mercredi) etc...
Au final, la formule générale sera :
=SOMMEPROD((IMF1_Prod[@[Code Article]:[Code Article]]=DECALER('2-Optimisation Atelier 1'!first_code_article;0;0;'2-Optimisation Atelier 1'!nb_lignes;1))*DECALER('2-Optimisation Atelier 1'!CSG_VarInt;0;(COLONNES($A:A)-1)*5;'2-Optimisation Atelier 1'!nb_lignes;5))
A recopier vers le bas sur autant de lignes que nécessaire et sur 5 colonnes.
Le fichier : https://www.cjoint.com/c/JHCsOKf4iux
Bonjour,
Je comprend comme ça on aura une quantité globale et non juste sur la semaine. Mais tant que pour le moment si la semaine est définie à 25 conteneurs, il faudra prendre cette petite plage de cellules, quitte à l'augmenter par la suite dans le futur si l'on décide de fixer un nombre de conteneurs supérieur.
Exactement c'est que j'ai mis toutes les références dans le planning, comme ça après avec un filtre des cases vides (non produites sur la semaine) on obtiendra le planning final de la semaine.
3a-Planning références atelier1;E6:E49.
Alors je pense comprendre l'idée de la formule, néanmoins je ne retrouve pas ce que tu me dis. J'ai bien le nombre de pièces total (via ligne total fonction somme) égal à 54.
Néanmoins, pour la première référence 11987001 qui doit se fabriquer lundi (2 prévu dans la semaine), aucune n'apparait pour le lundi.
Tandis que la référence en dessous 11987003 que nous ne devons pas produire (0 sur la semaine), apparait pour le lundi.
Et quand je regarde de plus près les valeurs obtenus, dans le même onglet en E6:I49, on dirait qu'elles ne sont pas en face des bonnes références.
Ex : 12007005 situé en D33:I33 dont 30 à produire cette semaine n'affiche que 0 à produire du lundi au vendredi. Dire que si l'on regarde le planning obtenu en 3a-Planning atelier1 A37:AD37, on observe bien la répartition des différentes références.
Je ne comprend plus trop d'où peut venir le problème du coup ^^'.
J'ai mis à jour les différentes formules dans la plage de cellule 3a-Planning références atelier1;E6:I49, pourras-tu me confirmer qu'elle sont suivent ta logique de changement de colonnes expliquée précédemment ?!
Ps : Onglet 3a-Planning références atelier1;E5:I5 : Comment faire pour obtenir "Prévu" de la même écriture partout pareil ? Car ce qui est logique si je comprend bien c'est qu'il prend une valeur unique et donc implémente de 1 à x en fonction du nombre de nouvelles colonnes.
Lien du fichier : https://www.cjoint.com/c/JHDiROZAwG7
j'ai mis à jour les informations pour le planning 3b-Planning références atelier3;D6:I23 --> Je pense qu'il y a le même problème que pour le planning atelier 1, il y a des références qui sont prises en compte mais pas entièrement et d'autres pas du tout ^^'. Ex : 11997011 (6 à produire) 5 prévu lundi et 1 mardi --> 0 dans le planning de lundi à vendredi.
Merci par avance pour ton aide, on approche du but !! :)
il aurait été plus judicieux de mettre cette phrase au début du texte concerné par cette précision.
Ensuite, les formules doivent couvrir une zone plus large que simplement celle de 25 conteneurs sur le nombre de code article de l'instance en cours. Je parle de plutôt prendre E10:AO90.
Je comprend comme ça on aura une quantité globale et non juste sur la semaine. Mais tant que pour le moment si la semaine est définie à 25 conteneurs, il faudra prendre cette petite plage de cellules, quitte à l'augmenter par la suite dans le futur si l'on décide de fixer un nombre de conteneurs supérieur.
Mais avant tout ça, une remarque importante : la liste des codes articles de la feuille 3a-Planning références atelier1 contient 44 items alors que celle de 2-Optimisation Atelier 1 n'en contient que 38 !!!!
D'où sortent ces 44 valeurs?
Si ce sont les valeurs d'une liste stable de tous les codes articles de ton entreprise, pas de souci. Il y aura simplement plus de lignes vides dans le tableau.
Exactement c'est que j'ai mis toutes les références dans le planning, comme ça après avec un filtre des cases vides (non produites sur la semaine) on obtiendra le planning final de la semaine.
Retour à la formule à base de recherchev et autres décaler :
Perso, je vais me servir de SOMMEPROD().
Si tu écris directement la formule du lundi pour le premier code article tu obtiens : =SOMMEPROD((IMF1_Prod[@[Code Article]:[Code Article]]='2-Optimisation Atelier 1'!$A$2:$A$39)*'2-Optimisation Atelier 1'!$AN$27:$AR$64) et le résultat zéro vu que ce code article n'est pas fabriqué le lundi de la semaine concernée (il sera fabriqué le mercredi)..
Si tu recopies vers le bas sur 44 lignes, tu vois apparaître les quantités des codes articles fabriqués le lundi (54 pièces dans les 5 premiers conteneurs).
3a-Planning références atelier1;E6:E49.
Alors je pense comprendre l'idée de la formule, néanmoins je ne retrouve pas ce que tu me dis. J'ai bien le nombre de pièces total (via ligne total fonction somme) égal à 54.
Néanmoins, pour la première référence 11987001 qui doit se fabriquer lundi (2 prévu dans la semaine), aucune n'apparait pour le lundi.
Tandis que la référence en dessous 11987003 que nous ne devons pas produire (0 sur la semaine), apparait pour le lundi.
Et quand je regarde de plus près les valeurs obtenus, dans le même onglet en E6:I49, on dirait qu'elles ne sont pas en face des bonnes références.
Ex : 12007005 situé en D33:I33 dont 30 à produire cette semaine n'affiche que 0 à produire du lundi au vendredi. Dire que si l'on regarde le planning obtenu en 3a-Planning atelier1 A37:AD37, on observe bien la répartition des différentes références.
Je ne comprend plus trop d'où peut venir le problème du coup ^^'.
Au final, la formule générale sera : =SOMMEPROD((IMF1_Prod[@[Code Article]:[Code Article]]=DECALER('2-Optimisation Atelier 1'!first_code_article;0;0;'2-Optimisation Atelier 1'!nb_lignes;1))*DECALER('2-Optimisation Atelier 1'!CSG_VarInt;0;(COLONNES($A:A)-1)*5;'2-Optimisation Atelier 1'!nb_lignes;5))
A recopier vers le bas sur autant de lignes que nécessaire et sur 5 colonnes.
J'ai mis à jour les différentes formules dans la plage de cellule 3a-Planning références atelier1;E6:I49, pourras-tu me confirmer qu'elle sont suivent ta logique de changement de colonnes expliquée précédemment ?!
Ps : Onglet 3a-Planning références atelier1;E5:I5 : Comment faire pour obtenir "Prévu" de la même écriture partout pareil ? Car ce qui est logique si je comprend bien c'est qu'il prend une valeur unique et donc implémente de 1 à x en fonction du nombre de nouvelles colonnes.
Lien du fichier : https://www.cjoint.com/c/JHDiROZAwG7
j'ai mis à jour les informations pour le planning 3b-Planning références atelier3;D6:I23 --> Je pense qu'il y a le même problème que pour le planning atelier 1, il y a des références qui sont prises en compte mais pas entièrement et d'autres pas du tout ^^'. Ex : 11997011 (6 à produire) 5 prévu lundi et 1 mardi --> 0 dans le planning de lundi à vendredi.
Merci par avance pour ton aide, on approche du but !! :)
Bonjour,
1) J'ai corrigé ta formule de la semaine (en D3) dans 3a-Planning références atelier1 et 3 et dans 3a-Planning atelier 1 et 3
2)
11987001 se fabrique le mercredi semaine 30. ('2-Optimisation Atelier 1'!AY58)
11987003 , il y a 2 pièces à produire semaine 30!! ('2-Optimisation Atelier 1'!K11)
12007005 : zéro à produire en semaine S30 ('2-Optimisation Atelier 1'!K25)
3) en 3a-Planning références atelier1D6:D49, la formule de somme fait référence à la feuille 3a-Planning atelier 1 pour des cellules farfelues. C'est corrigé.
Idem pour 3a-Planning références atelier3D6:D49
4)
Je crois comprendre que tu veux avoir le même titre "Prévu" en tête de chaque colonne.
Comme tu es dans une table, les titres de colonnes s'incrémentent.
Il suffit de convertir la table en plage et de mettre "Prévu" partout.
C'est fait pour les 2 onglets 3a-Planning références atelier1 et 3
5)
C'est ok pour les formules.
11997011 : 1 à produire ('2-Optimisation Atelier 3'!K15)
Mais non fabriqué car en poche 36 ('2-Optimisation Atelier 3'!BW40)
6) j'ai corrigé les totaux d'un des des onglets 3a et 3b (je ne sais plus lequel...
le fichier : https://www.cjoint.com/c/JHDmGarWLMx
cordialement
1) J'ai corrigé ta formule de la semaine (en D3) dans 3a-Planning références atelier1 et 3 et dans 3a-Planning atelier 1 et 3
2)
la première référence 11987001 qui doit se fabriquer lundi ......11987003.......12007005 .....
11987001 se fabrique le mercredi semaine 30. ('2-Optimisation Atelier 1'!AY58)
11987003 , il y a 2 pièces à produire semaine 30!! ('2-Optimisation Atelier 1'!K11)
12007005 : zéro à produire en semaine S30 ('2-Optimisation Atelier 1'!K25)
3) en 3a-Planning références atelier1D6:D49, la formule de somme fait référence à la feuille 3a-Planning atelier 1 pour des cellules farfelues. C'est corrigé.
Idem pour 3a-Planning références atelier3D6:D49
4)
Ps : Onglet 3a-Planning références atelier1;E5:I5 : Comment faire pour obtenir "Prévu" de la même écriture partout pareil ?
Je crois comprendre que tu veux avoir le même titre "Prévu" en tête de chaque colonne.
Comme tu es dans une table, les titres de colonnes s'incrémentent.
Il suffit de convertir la table en plage et de mettre "Prévu" partout.
C'est fait pour les 2 onglets 3a-Planning références atelier1 et 3
5)
j'ai mis à jour les informations pour le planning 3b-Planning références atelier3;D6:I23
C'est ok pour les formules.
11997011 : 1 à produire ('2-Optimisation Atelier 3'!K15)
Mais non fabriqué car en poche 36 ('2-Optimisation Atelier 3'!BW40)
6) j'ai corrigé les totaux d'un des des onglets 3a et 3b (je ne sais plus lequel...
le fichier : https://www.cjoint.com/c/JHDmGarWLMx
cordialement
Re,
Merci pour tout ça !
Je m'excuse je vois encore un truc bizarre xd.
Je pense que ça vient du fait qu'il y a un nombre différents de références entre 3a-Planning Atelier1:A10:A53 et 3a-Planning références atelier1;A6:A49 car par exemple pour la référence 12007005 situé 3a-Planning Atelier1;A37 on voit bien qu'il y aura a faire cette référence à partir du mardi "soir/fin de poste" jusqu'au vendredi +1 poche.
3a-Planning références atelier1;D33 possède une formule qui renvoi en somme E33:I33 de l'autre onglet dire qu'au final la ligne correspondante dans 3a-Planning atelier 1 est situé en A37:AD37.
Ma question : Est-ce qu'il n'y a rien d'affiché en 3a-Planning références atelier1;D33 car il n'ont pas la même ligne en référence dans la formule du à la variation (38 vs 44 de mémoire comme tu disais) ? Dans le cas échant, je dois mettre le même nombre de références entre les 2 onglets pour ne pas me retrouver avec la même erreur dans le futur ?
Le problème est que le planning optimisé obtenu en sortie du module d'optimisation possédera uniquement les références à produire.
S'il est plus judicieux de mettre dans 3a-Planning références atelier1;A6:A49 uniquement les références produites dans la semaine.
Néanmoins, comment faire pour que ces références soit identiques que celles situées en 3a-Planning atelier 1;A10:A53 ?
La j'avoue que je ne sais pas quelle formule utilisé pour remettre, de manière automatique ces données..
Merci par avance,
Cordialement
Merci pour tout ça !
Je m'excuse je vois encore un truc bizarre xd.
Je pense que ça vient du fait qu'il y a un nombre différents de références entre 3a-Planning Atelier1:A10:A53 et 3a-Planning références atelier1;A6:A49 car par exemple pour la référence 12007005 situé 3a-Planning Atelier1;A37 on voit bien qu'il y aura a faire cette référence à partir du mardi "soir/fin de poste" jusqu'au vendredi +1 poche.
3a-Planning références atelier1;D33 possède une formule qui renvoi en somme E33:I33 de l'autre onglet dire qu'au final la ligne correspondante dans 3a-Planning atelier 1 est situé en A37:AD37.
Ma question : Est-ce qu'il n'y a rien d'affiché en 3a-Planning références atelier1;D33 car il n'ont pas la même ligne en référence dans la formule du à la variation (38 vs 44 de mémoire comme tu disais) ? Dans le cas échant, je dois mettre le même nombre de références entre les 2 onglets pour ne pas me retrouver avec la même erreur dans le futur ?
Le problème est que le planning optimisé obtenu en sortie du module d'optimisation possédera uniquement les références à produire.
S'il est plus judicieux de mettre dans 3a-Planning références atelier1;A6:A49 uniquement les références produites dans la semaine.
Néanmoins, comment faire pour que ces références soit identiques que celles situées en 3a-Planning atelier 1;A10:A53 ?
La j'avoue que je ne sais pas quelle formule utilisé pour remettre, de manière automatique ces données..
Merci par avance,
Cordialement
Tout vient de l'association de la formule à base de DECALER() (qui s'appuie sur l'obligation de correspondance exacte des codes articles) et des listes différentes de codes articles selon les onglets.
Pour remédier à ça, j'ai tout passé en SOMMEPROD pour que tu puisses garder ta liste complète des codes articles dans les onglets 3a- et 3b-.
Cette formule va rechercher la correspondance entre les codes articles quel que soit leur ordre.
https://www.cjoint.com/c/JHDoBKaWaqx
Pour remédier à ça, j'ai tout passé en SOMMEPROD pour que tu puisses garder ta liste complète des codes articles dans les onglets 3a- et 3b-.
Cette formule va rechercher la correspondance entre les codes articles quel que soit leur ordre.
https://www.cjoint.com/c/JHDoBKaWaqx
Re,
Oui il semblait bien que ça allait poser problème cette histoire de différence du nombre de références entre 2 onglets différents. On voit ici une contrainte primordial a prendre en compte avec l'utilisation de la fonction DECALER.
Merci pour tout, normalement il ne devrait plus y avoir de problèmes :D.
Cordialement
Oui il semblait bien que ça allait poser problème cette histoire de différence du nombre de références entre 2 onglets différents. On voit ici une contrainte primordial a prendre en compte avec l'utilisation de la fonction DECALER.
Merci pour tout, normalement il ne devrait plus y avoir de problèmes :D.
Cordialement
Bonjour,
Onglet Z1-Base de données;N2:N78
Après ma présentation finale, mon chef m'a demandé s'il était possible de rajouter une colonne pour prendre en compte un nombre maximum de pièces d'une même référence. En gros si jour 1 on réparti 20 même références dans un même conteneur mais qu'au final on ne possède que 16 pièces dispo jour 1 puis le reste jour 2, obtenir 16 pièces réparti pour le jour 1 puis 4 pièces jour 2 (du à une optimisation "bridée" par le nombre de référence dispos).
Cette nouvelle colonne, préalablement remplie, devra limiter le nombre max de références que l'on pourra combiner ensemble lors de l'optimisation.
Penses-tu pouvoir faire ça ? Je penses qu'il faut modifier le code pour ajouter la colonne non ? ^^'
Merci par avance et voici le lien du fichier : https://www.cjoint.com/c/JIbhixRY747
Cordialement
Onglet Z1-Base de données;N2:N78
Après ma présentation finale, mon chef m'a demandé s'il était possible de rajouter une colonne pour prendre en compte un nombre maximum de pièces d'une même référence. En gros si jour 1 on réparti 20 même références dans un même conteneur mais qu'au final on ne possède que 16 pièces dispo jour 1 puis le reste jour 2, obtenir 16 pièces réparti pour le jour 1 puis 4 pièces jour 2 (du à une optimisation "bridée" par le nombre de référence dispos).
Cette nouvelle colonne, préalablement remplie, devra limiter le nombre max de références que l'on pourra combiner ensemble lors de l'optimisation.
Penses-tu pouvoir faire ça ? Je penses qu'il faut modifier le code pour ajouter la colonne non ? ^^'
Merci par avance et voici le lien du fichier : https://www.cjoint.com/c/JIbhixRY747
Cordialement
Bonjour,
En fait tu veux rajouter une notion de stock journalier des disponibilités de chaque référence.
Ça n'est donc pas une mais 20 colonnes qu'il faut rajouter (4 semaines fois 5 jours).
C'est donc un fichier avec ces 20 colonnes supplémentaires stock_J1 à stock_J20 qu'il faut m'envoyer.
En plus, ton fichier est vérolé au niveau de l'onglet 2-Optimisation Atelier 3 : la colonne classe de température a disparu!!!!
La colonne F:F a été masquée, les noms de cellules ont été soit effacés soit décalés et la colonne O:O est vide.
Pour ce qui me concerne, je le vire, mais pour toi, il faut que tu comprennes comment ça a pu arriver.
Cordialement
En fait tu veux rajouter une notion de stock journalier des disponibilités de chaque référence.
Ça n'est donc pas une mais 20 colonnes qu'il faut rajouter (4 semaines fois 5 jours).
C'est donc un fichier avec ces 20 colonnes supplémentaires stock_J1 à stock_J20 qu'il faut m'envoyer.
En plus, ton fichier est vérolé au niveau de l'onglet 2-Optimisation Atelier 3 : la colonne classe de température a disparu!!!!
La colonne F:F a été masquée, les noms de cellules ont été soit effacés soit décalés et la colonne O:O est vide.
Pour ce qui me concerne, je le vire, mais pour toi, il faut que tu comprennes comment ça a pu arriver.
Cordialement
Bonjour,
J'ai peut être envoyé une ancienne version mais dans ma version la que je vais te renvoyer, certes j'ai caché la colonne température car vide mais sinon la colonne classe de température est bien présente pour les 2 onglets d'optimisation.
Z1-Base de données;N2:AG2
Ajout des 20 colonnes comme demandés pour prendre en compte le stock journalier.
2-Optimisation Atelier 1 et 2-Optimisation Atelier 3
Changement du nom des colonnes B1 et C1 de "type" en "Critère de combinaison (CC)" et "N_Max" en "Critère Qualité (CQ)".
Merci par avance pour regarder ça,
Cordialement
Lien cjoint : https://www.cjoint.com/c/JIbjnGdrKL7
J'ai peut être envoyé une ancienne version mais dans ma version la que je vais te renvoyer, certes j'ai caché la colonne température car vide mais sinon la colonne classe de température est bien présente pour les 2 onglets d'optimisation.
Z1-Base de données;N2:AG2
Ajout des 20 colonnes comme demandés pour prendre en compte le stock journalier.
2-Optimisation Atelier 1 et 2-Optimisation Atelier 3
Changement du nom des colonnes B1 et C1 de "type" en "Critère de combinaison (CC)" et "N_Max" en "Critère Qualité (CQ)".
Merci par avance pour regarder ça,
Cordialement
Lien cjoint : https://www.cjoint.com/c/JIbjnGdrKL7
Le simple fait de masquer la colonne température fout en l'air les références des noms et donc le fonctionnement des macros.
Ne touche à rien de l'organisation des colonnes.
Modifier les noms de colonnes, pas de soucis mais rien d'autre.
En plus, je me rend compte que tu as modifié la formule '2-Optimisation Atelier 1'!AY18 en =Nb_Poches. D'où t'est venu cette idée? Nb_Poches n'existe pas!!!
Ca n'est pas parce que tu as modifié le libellé de la cellule '2-Optimisation Atelier 1'!AM1 en Nb_Poches que le nom de la cellule AM2 a été changé!!
Tu as commencé à faire cette modif sur le fichier ccm-SC-29082020-v4-1.xlsm et je ne m'en suis pas aperçu.
Y a-t-il d'autres surprises que je n'ai pas vues?
Edit :
Je viens de regarder les colonnes stock de l'onglet Z1-Base de données;N2:AG2....
Elles sont vides !!!! Que veux-tu que j'en fasse. Rempli ces colonnes avec tes données de productions!
Ne touche à rien de l'organisation des colonnes.
Modifier les noms de colonnes, pas de soucis mais rien d'autre.
En plus, je me rend compte que tu as modifié la formule '2-Optimisation Atelier 1'!AY18 en =Nb_Poches. D'où t'est venu cette idée? Nb_Poches n'existe pas!!!
Ca n'est pas parce que tu as modifié le libellé de la cellule '2-Optimisation Atelier 1'!AM1 en Nb_Poches que le nom de la cellule AM2 a été changé!!
Tu as commencé à faire cette modif sur le fichier ccm-SC-29082020-v4-1.xlsm et je ne m'en suis pas aperçu.
Y a-t-il d'autres surprises que je n'ai pas vues?
Edit :
Je viens de regarder les colonnes stock de l'onglet Z1-Base de données;N2:AG2....
Elles sont vides !!!! Que veux-tu que j'en fasse. Rempli ces colonnes avec tes données de productions!
Re,
J'avais eu une erreur de #nom du coup j'avais fait que la cellule 2-Optimisation Atelier 1;AY18 soit égal à la cellule AM2 mais en méttant = et selectionnant en clic gauche cela me remettais un nom de cellule (surement ton organisation qui références les cellules ?!).
Enfin oui, c'était du bidouillage pour dépanner ^^'.
Je t'ai mis des valeurs dans les colonnes "histoire de dire" car ce sont des données que l'on obtiendra dans le futur.
Normalement non hormis des modification de noms de cellules, mais tu m'as dis qu'a priori c'est bon cela ne génèreras pas de pb ?!
Bien reçu.
Merci
Lien cjoint : https://www.cjoint.com/c/JIbkUVCGaU7
J'avais eu une erreur de #nom du coup j'avais fait que la cellule 2-Optimisation Atelier 1;AY18 soit égal à la cellule AM2 mais en méttant = et selectionnant en clic gauche cela me remettais un nom de cellule (surement ton organisation qui références les cellules ?!).
Enfin oui, c'était du bidouillage pour dépanner ^^'.
Je t'ai mis des valeurs dans les colonnes "histoire de dire" car ce sont des données que l'on obtiendra dans le futur.
Y a-t-il d'autres surprises que je n'ai pas vues?
Normalement non hormis des modification de noms de cellules, mais tu m'as dis qu'a priori c'est bon cela ne génèreras pas de pb ?!
Le simple fait de masquer la colonne température fout en l'air les références des noms et donc le fonctionnement des macros.
Ne touche à rien de l'organisation des colonnes.
Modifier les noms de colonnes, pas de soucis mais rien d'autre.
Bien reçu.
Merci
Lien cjoint : https://www.cjoint.com/c/JIbkUVCGaU7
Il faut que tu m'expliques comment je dois comprendre tes stocks.
Pour la 1ère référence, j'ai :
Au début du jour 1 j'ai 5 en stock.
J'ai un flux d'entrée de 2 qui m'amène à un stock de 7 au début du jour 2.
Je dois avoir un flux de sortie de 3 pour retomber à 4 au début du jour 3 puis à nouveau une sortie de 1 pour arriver à 3.
Mais là, j'ai un souci car les flux de sorties sont calculés par la macro et donc, les flux de réapprovisionnement le seront aussi indirectement. Non?
De plus, la macro doit tenir compte du stock....
J'ai l'impression qu'il y a une référence circulaire qu'il faut m'expliquer.
Les flux d'entrées de pièces sont calculés (QQOQC)?
Pour la 1ère référence, j'ai :
Stock pièce jour 1 Stock pièce jour 2 Stock pièce jour 3 Stock pièce jour 4
5 7 4 3
Au début du jour 1 j'ai 5 en stock.
J'ai un flux d'entrée de 2 qui m'amène à un stock de 7 au début du jour 2.
Je dois avoir un flux de sortie de 3 pour retomber à 4 au début du jour 3 puis à nouveau une sortie de 1 pour arriver à 3.
Mais là, j'ai un souci car les flux de sorties sont calculés par la macro et donc, les flux de réapprovisionnement le seront aussi indirectement. Non?
De plus, la macro doit tenir compte du stock....
J'ai l'impression qu'il y a une référence circulaire qu'il faut m'expliquer.
Les flux d'entrées de pièces sont calculés (QQOQC)?
Re,
En faite la c'est juste pour mettre une contrainte maximum de pièces que l'on pourra combiner entre elles dans un même conteneur/poche.
Je n'ai pas d'informations la dessus pour le moment, ces informations seront rentrées à la main dans le futur en fonction des stocks réalisés.
Oui cela me semble logique ^^
yep j'imagine que c'est la toute la question et la complexité du truc. Car la on m'a demandé de voir pour "pouvoir" redéfinir un planning en prenant en compte ce nombre la. Mais yep la j'ai aucunes infos dessus malheureusement :s.
On me sort cette nouvelle information à la fin (au compte goutte...).
EDIT : Pour répondre à ta principale question, le nombre par jours correspond aux nombres produits par jour donc si jour 1 = 5 et jour 2 = 7 ça veut dire qu'on a produit 5 + 7 en 2 jour et non 2 de plus pour aller de 5 à 7 (si tu suis mon raisonnement^^)
En faite la c'est juste pour mettre une contrainte maximum de pièces que l'on pourra combiner entre elles dans un même conteneur/poche.
Je n'ai pas d'informations la dessus pour le moment, ces informations seront rentrées à la main dans le futur en fonction des stocks réalisés.
Mais là, j'ai un souci car les flux de sorties sont calculés par la macro et donc, les flux de réapprovisionnement le seront aussi indirectement. Non?
Oui cela me semble logique ^^
De plus, la macro doit tenir compte du stock....
yep j'imagine que c'est la toute la question et la complexité du truc. Car la on m'a demandé de voir pour "pouvoir" redéfinir un planning en prenant en compte ce nombre la. Mais yep la j'ai aucunes infos dessus malheureusement :s.
On me sort cette nouvelle information à la fin (au compte goutte...).
EDIT : Pour répondre à ta principale question, le nombre par jours correspond aux nombres produits par jour donc si jour 1 = 5 et jour 2 = 7 ça veut dire qu'on a produit 5 + 7 en 2 jour et non 2 de plus pour aller de 5 à 7 (si tu suis mon raisonnement^^)
D'accord d'accord...
Donc, tu sembles vouloir ajouter une info de max de pièces par conteneur et non par références...
Mais c'est pas sur... vu qu'au post <84> :
Conclusion : retourne à la chasse aux infos :
Quelle est la nouvelle contrainte : une info (quotidienne, hebdo, mensuelle ou constante) sur les références ou sur les poches ou sur les deux ?
Qui donne cette info?
Quand cette info est-elle donnée : peut-elle arriver en cours de semaine (dans ce cas là ça remettrait en cause la fin de semaine de l'optimisation?
En faite la c'est juste pour mettre une contrainte maximum de pièces que l'on pourra combiner entre elles dans un même conteneur/poche
Donc, tu sembles vouloir ajouter une info de max de pièces par conteneur et non par références...
Mais c'est pas sur... vu qu'au post <84> :
s'il était possible de rajouter une colonne pour prendre en compte un nombre maximum de pièces d'une même référenceil était question de références.
Conclusion : retourne à la chasse aux infos :
Quelle est la nouvelle contrainte : une info (quotidienne, hebdo, mensuelle ou constante) sur les références ou sur les poches ou sur les deux ?
Qui donne cette info?
Quand cette info est-elle donnée : peut-elle arriver en cours de semaine (dans ce cas là ça remettrait en cause la fin de semaine de l'optimisation?
Bonjour !
Je suis allé à la pêche aux infos et me revoilà :).
Alors :
1) Cette nouvelle contrainte, comme tu le pensais en me demandant les 20 colonnes, sera bien une valeur MAX de pièces produites par jour.
2) Ce sera le responsable de l'autre secteur qui donnera cette information à mon responsable (donc eux deux posséderont l'information).
3) Et oui, si cette information arrive en semaine, il faudra que la nouvelle optimisation puisse la prendre en compte.
En espérant t'avoir répondu comme tu le voulais.
Cordialement
Je suis allé à la pêche aux infos et me revoilà :).
Alors :
1) Cette nouvelle contrainte, comme tu le pensais en me demandant les 20 colonnes, sera bien une valeur MAX de pièces produites par jour.
2) Ce sera le responsable de l'autre secteur qui donnera cette information à mon responsable (donc eux deux posséderont l'information).
3) Et oui, si cette information arrive en semaine, il faudra que la nouvelle optimisation puisse la prendre en compte.
En espérant t'avoir répondu comme tu le voulais.
Cordialement
Bonjour,
par référence?
par conteneur?
Pour les références et conteneurs d'une journée?
Si une (ou des) information arrive en semaine, comment sera-t-elle repérée et identifiée? car il faudra reprendre l'optimisation à partir de ce jour de la semaine, les autres jours ayant déjà été produits.
ce sera bien une valeur MAX de pièces produites par jour
par référence?
par conteneur?
Pour les références et conteneurs d'une journée?
Si une (ou des) information arrive en semaine, comment sera-t-elle repérée et identifiée? car il faudra reprendre l'optimisation à partir de ce jour de la semaine, les autres jours ayant déjà été produits.
Re,
Effectivement par référence et non par conteneur.
Pour les références et conteneurs des journées suivantes sur le planning via la nouvelle optimisation.
Alors,dans l'idée c'est justement en remplissant le nombre max de pièces produites sur les différentes colonnes de 1 à 20.
Ce seront des informations arrivant au jour. Donc jour par jour identifiée par une valeur rentrée à la main dans les colonnes 1 à 20 que tu m'as demandé.
Donc dans l'idée, si c'est réalisable, je pense qu'il faudrait faire :
1) Optimisation "standard" comme on a actuellement
2) Optimisation "complexe" prenant en compte le nombre max de références produites.
Et je viens de penser, mais si dans l'idée on obtient jour par jour, est-ce possible de générer une optimisation journalière en fonction de ces valeurs ? C'est à dire optimiser en prenant en compte, par exemple juste la colonne J1, pour obtenir un planning jour seulement.
Et si on peut remplir les valeurs de la semaine, obtenir une optimisation sur la semaine.
Mais déjà en écrivant ça, ça me parait complexe donc je pense que le code va pas être simple...
Cordialement,
par référence?
par conteneur?
Pour les références et conteneurs d'une journée?
Effectivement par référence et non par conteneur.
Pour les références et conteneurs des journées suivantes sur le planning via la nouvelle optimisation.
Si une (ou des) information arrive en semaine, comment sera-t-elle repérée et identifiée? car il faudra reprendre l'optimisation à partir de ce jour de la semaine, les autres jours ayant déjà été produits.
Alors,dans l'idée c'est justement en remplissant le nombre max de pièces produites sur les différentes colonnes de 1 à 20.
Ce seront des informations arrivant au jour. Donc jour par jour identifiée par une valeur rentrée à la main dans les colonnes 1 à 20 que tu m'as demandé.
Donc dans l'idée, si c'est réalisable, je pense qu'il faudrait faire :
1) Optimisation "standard" comme on a actuellement
2) Optimisation "complexe" prenant en compte le nombre max de références produites.
Et je viens de penser, mais si dans l'idée on obtient jour par jour, est-ce possible de générer une optimisation journalière en fonction de ces valeurs ? C'est à dire optimiser en prenant en compte, par exemple juste la colonne J1, pour obtenir un planning jour seulement.
Et si on peut remplir les valeurs de la semaine, obtenir une optimisation sur la semaine.
Mais déjà en écrivant ça, ça me parait complexe donc je pense que le code va pas être simple...
Cordialement,
Effectivement par référence et non par conteneur.
Pour les références et conteneurs des journées suivantes sur le planning via la nouvelle optimisation.
Soit précis :
Par référence par jour?
Par référence par semaine?
Est-ce que c'est un n_MAX par jour? (qui peut donc se combiner avec le n_MAX (celui par conteneur)
Alors,dans l'idée c'est justement en remplissant le nombre max de pièces produites sur les différentes colonnes de 1 à 20.
Mets toi à la place du programme. Il reçoit un tableau de nombres et ne sait pas ce qui est nouveau ou pas.
Comment tu fais pour identifier une nouvelle saisie dans tes 20 colonnes?
Et par exemple, imagine que ton responsable saisisse 2 valeurs pour une même référence (disons mercredi et vendredi pour fixer les idées)? Comment identifier le jour à partir duquel il faut redémarrer une optimisation de la semaine pour les jours restants, en gardant les productions des lundi et mardi?
Et les valeurs saisies un jour sont valables les jours suivants s'il n'y a pas de nouvelle saisie?
Optimisation "complexe" prenant en compte le nombre max de références produites.
Toujours le même besoin de précision : nombre max de références produites par jour?
est-ce possible de générer une optimisation journalière en fonction de ces valeurs
une optimisation journalière n'est qu'une optimisation hebdomadaire dont on prend le premier jour.
Le besoin d'optimisation devient moins flagrant à première vue. Sauf pour les combos (classe T°, nuance) avec beaucoup de références.
Il y a aussi un risque d'instabilité de l'appli si un calcul d'une autre semaine intervient en plein milieu de la semaine en cours.
Toutes les données de la semaine en cours seront perdues.
Il faudra donc prévoir un enregistrement des données de la semaine en cours pour les figer dans le marbre et pouvoir les recharger en cas de besoin.
Ou alors ne pas autoriser un calcul multi-semaine sur la même feuille de calcul. Et ainsi faire soit 4 feuilles d'optimisation (une par semaine) soit supprimer la possibilité d'optimiser sur 4 semaines.
Question : l'optimisation sur 4 semaines est-elle un besoin du client?
Toutes ces questions, c'est à toi de te les poser. Tu ne rentres pas suffisamment dans l'appli.
Tu passes commande de fonctionnalités confuses et tu attends un résultat.
Je sais bien qu'on te demande un boulot pour lequel tu n'as pas été formé mais, en tant que futur ingénieur, tu dois savoir t'adapter, et vite.
Bonjour,
Je viens un peu aux nouvelles pour savoir si tu as eu le temps de regarder pour effectuer cette dernière modification ?
As-tu besoins d'informations complémentaires, et si oui lesquelles ?
Merci par avance de ta réponse,
Cordialement
Je viens un peu aux nouvelles pour savoir si tu as eu le temps de regarder pour effectuer cette dernière modification ?
As-tu besoins d'informations complémentaires, et si oui lesquelles ?
Merci par avance de ta réponse,
Cordialement
Bonjour,
J'espère ne pas t'embêter avec cette dernière modification.
Peux-tu me confirmer que cela sera possible ?
Merci encore pour tout et par avance pour cette dernière étape dans cette phase initiale.
Cordialement
J'espère ne pas t'embêter avec cette dernière modification.
Peux-tu me confirmer que cela sera possible ?
Merci encore pour tout et par avance pour cette dernière étape dans cette phase initiale.
Cordialement
Bonjour,
Je te confirme que c'est possible.
En revanche je laisserai le développement de cette fonctionnalité au développeur qui prendra en charge cette application.
Il faut voir que plus on ajoute de cas particuliers et moins le solveur sera utile.
En effet optimiser 2 produits peut se faire plus rapidement par macro que par solveur.
Et la dernière demande mène à une diminution du nombre d'articles par combo.
Si je devais développer cette application, je continuerais à utiliser le solveur pour des raisons de simplicité et parce que ça fonctionne, mais sache que 90% de l'optimisation peut se faire par macro, sans solveur.
Enfin, la possibilité de bloquer certains articles certains jours mène à une désorganisation de la progressivité (ou dégressivité) des températures des poches dans une journée.
Cordialement
Je te confirme que c'est possible.
En revanche je laisserai le développement de cette fonctionnalité au développeur qui prendra en charge cette application.
Il faut voir que plus on ajoute de cas particuliers et moins le solveur sera utile.
En effet optimiser 2 produits peut se faire plus rapidement par macro que par solveur.
Et la dernière demande mène à une diminution du nombre d'articles par combo.
Si je devais développer cette application, je continuerais à utiliser le solveur pour des raisons de simplicité et parce que ça fonctionne, mais sache que 90% de l'optimisation peut se faire par macro, sans solveur.
Enfin, la possibilité de bloquer certains articles certains jours mène à une désorganisation de la progressivité (ou dégressivité) des températures des poches dans une journée.
Cordialement
Précédent
- 1
- 2
- 3
- 4
